Quá trình cán tấm titan bao gồm những bước nào (chẳng hạn như cán ban đầu, cán nóng, cán nguội, v.v.)? Loại máy cán nào được sử dụng? Làm thế nào để kiểm soát nhiệt độ cán và giảm nhiệt độ để đảm bảo cấu trúc vi mô đồng nhất và hiệu suất của tấm?
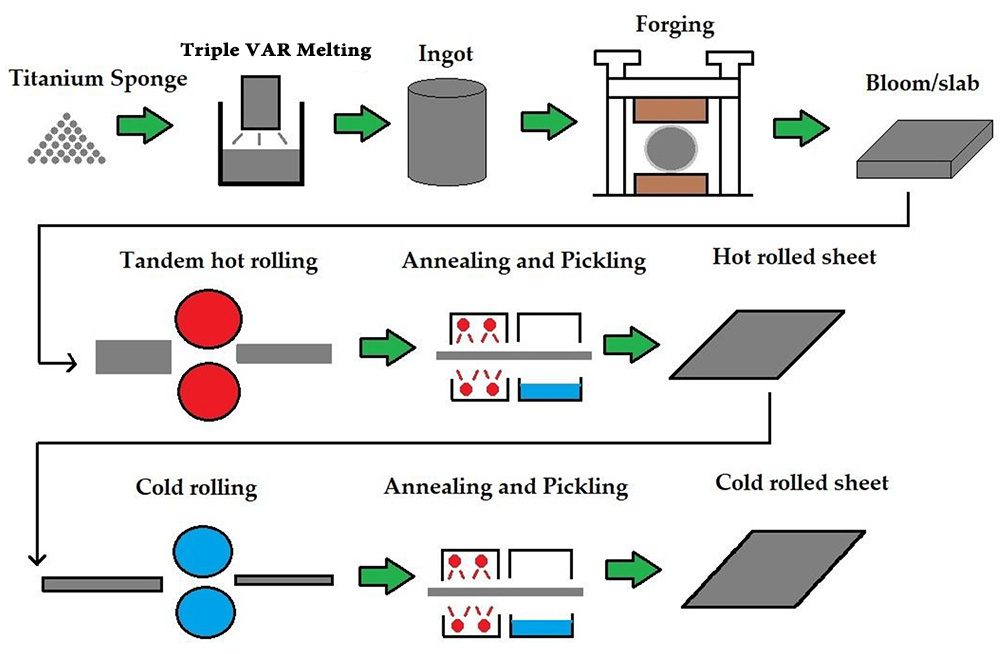
Việc cán titan và tấm hợp kim titan là một quá trình phức tạp tích hợp khoa học vật liệu, điều khiển cơ học và tối ưu hóa quy trình. Quy trình xử lý của nó có thể được chia thành ba giai đoạn cốt lõi: cán ban đầu, cán nóng và cán nguội. Mỗi giai đoạn tương ứng với các thông số quy trình và thiết bị máy cán cụ thể.
(1) Giai đoạn lăn ban đầu
Quá trình cán ban đầu thường sử dụng máy cán đảo chiều hai trục. Nhiệm vụ chính của nó là phá vỡ cấu trúc tinh thể cột của phôi hợp kim titan và đạt được biến dạng dẻo ban đầu. Trong giai đoạn này, nhiệt độ nung phôi phải được kiểm soát chặt chẽ (thường cao hơn 30-50oC so với vùng pha β) và các khuyết tật đúc phải được loại bỏ thông qua nhiều lần cán biến dạng nhỏ (giảm mỗi lần vượt qua 15%). Công ty TNHH Công nghệ Vật liệu Đặc biệt Thường Châu Bokang đã cải thiện đáng kể tính đồng nhất của cấu trúc vi mô của giai đoạn cán ban đầu bằng cách tối ưu hóa quy trình đồng nhất phôi và kết hợp mô phỏng số để dự đoán khả năng chống biến dạng.
(2) Công đoạn cán nóng
Cán nóng sử dụng máy cán bốn trục không thể đảo ngược hoặc máy cán vạn năng để thực hiện xử lý biến dạng lớn trong vùng hai pha α β. Ở giai đoạn này, các hạt được tinh chế bằng quá trình kết tinh lại động và nhiệt độ cán cuối cùng (thường không dưới 850oC) phải được kiểm soát để đảm bảo độ dẻo của vật liệu. Lò sưởi kiểu hộp được sử dụng kết hợp với hệ thống bù nhiệt cảm ứng để đạt được độ chính xác nhiệt độ ± 10oC. Việc phân phối giảm tốc độ cán nóng tuân theo nguyên tắc "kim tự tháp", tức là một số lượt đầu tiên sử dụng mức giảm 20-25% và các lượt tiếp theo tăng dần lên 35-40%, kết hợp với quá trình làm mát nước nhanh giữa các lượt để tránh sự phát triển hạt quá mức một cách hiệu quả.
(3) Công đoạn cán nguội
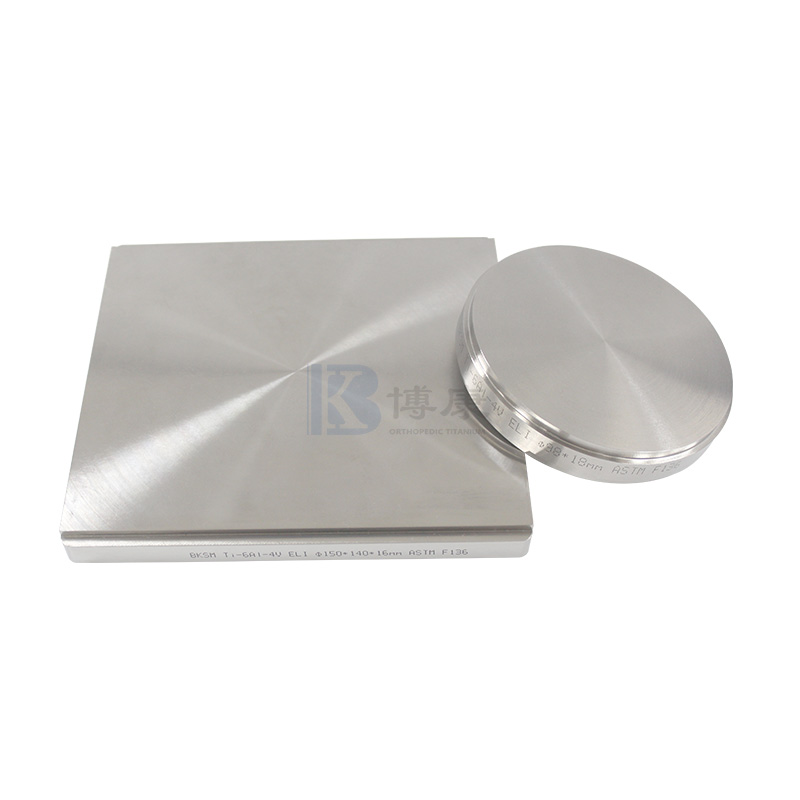
Cán nguội được thực hiện trên máy cán nguội bốn cuộn hoặc sáu cuộn, chủ yếu để cải thiện chất lượng bề mặt và độ chính xác về kích thước của tấm. Cần sử dụng nhiều lượt cán biến dạng nhỏ (giảm một lượt 10%) kết hợp với quy trình ủ trung gian và biến dạng tích lũy có thể đạt tới hơn 80%. Changzhou Bokang đã tăng độ chính xác kiểm soát hình dạng tấm lên ±5μm bằng cách giới thiệu công nghệ con lăn chéo. Độ nhám bề mặt của tấm titan cấp y tế mà nó tạo ra là Ra 0,2μm, đạt mức hàng đầu quốc tế.
Việc lựa chọn thiết bị cán titan ảnh hưởng trực tiếp đến chất lượng của tấm cuối cùng và cần được thiết kế theo đặc tính vật liệu:
(1) Lựa chọn loại máy cán
Máy cán sơ cấp: Sử dụng máy cán đảo chiều hai cuộn kín, được trang bị hệ thống AGC (điều khiển độ dày tự động) thủy lực và tỷ lệ đường kính cuộn được kiểm soát trong khoảng 1,8-2,2 để tối ưu hóa điều kiện cắn
Máy cán nóng: Sử dụng máy cán bốn trục không thể đảo ngược, có đường kính cuộn làm việc 350-400mm và đường kính cuộn hỗ trợ 1400-1600mm, được trang bị hệ thống cuộn uốn và thiết bị dịch chuyển cuộn, và độ chính xác điều khiển hình dạng tấm đạt ± 15I
Máy cán nguội: Máy cán sáu cuộn hệ thống cuộn kết hợp UC/VC được sử dụng, hành trình dịch chuyển dọc trục của cuộn trung gian là ± 150mm, đồng thời sử dụng máy đo tốc độ laser và máy đo độ dày để đạt được điều khiển vòng kín
(2) Tối ưu hóa vật liệu hệ thống cuộn
Cuộn làm việc được làm bằng hợp kim gốc sắt có hàm lượng crom cao (Cr12MoV), bề mặt được phun lớp phủ composite CrN/Al2O3 với độ cứng hơn HV1200, có khả năng chống bám dính titan hiệu quả. Con lăn hỗ trợ áp dụng công nghệ đúc ly tâm bằng gang được làm lạnh vô hạn và độ chênh lệch độ cứng bề mặt con lăn được kiểm soát trong HS15 để đảm bảo độ ổn định của hình dạng con lăn.
Kiểm soát chính xác nhiệt độ và biến dạng là chìa khóa để đảm bảo tính đồng nhất của cấu trúc và hiệu suất của tấm titan, đồng thời cần thiết lập mô hình điều khiển khớp nối đa thông số.
(1) Hệ thống kiểm soát nhiệt độ
Quá trình gia nhiệt: Áp dụng hệ thống gia nhiệt ba giai đoạn (phần gia nhiệt trước 600-700oC/phần cách nhiệt 850-950oC/phần gia nhiệt 900-980oC) và sử dụng nhiệt kế hồng ngoại để theo dõi nhiệt độ theo thời gian thực
Kiểm soát nhiệt độ quá trình cán: Trong giai đoạn cán hoàn thiện, sử dụng hệ thống phun con lăn (độ chính xác kiểm soát thể tích nước ± 0,5L / phút) và hệ thống bù nhiệt điện trở được sử dụng để kiểm soát sự dao động nhiệt độ của mảnh cán trong phạm vi ± 20oC
Quản lý nhiệt độ cán cuối cùng: Sự phân bố trường nhiệt độ được dự đoán thông qua mô phỏng phần tử hữu hạn và mô hình thời gian chờ nhiệt độ giữa các lần cán được thiết lập để đảm bảo nhiệt độ của phôi cán. Đảm bảo rằng nhiệt độ cán cuối cùng không thấp hơn 50oC so với điểm chuyển pha
(2) Thuật toán tối ưu hóa việc giảm
Phân phối giảm nhiều lượt: Dựa trên mô hình làm cứng vật liệu, thuật toán di truyền được sử dụng để tối ưu hóa phân phối mức giảm trong mỗi lượt để đảm bảo biến dạng của mỗi lượt là "parabol"
Điều chỉnh giảm động: Lực lăn được theo dõi theo thời gian thực bằng đồng hồ đo áp suất và thuật toán điều khiển PID mờ được sử dụng để tự động điều chỉnh mức giảm nhằm bù cho độ nảy của khoảng cách cuộn (độ chính xác bù ± 0,02mm)
Kiểm soát giới hạn biến dạng: Thiết lập tiêu chí giảm tới hạn (ε_c=0,6σ_s/K), trong đó K là hệ số làm cứng xử lý vật liệu, đảm bảo mức giảm một lần không vượt quá 85% giá trị tới hạn
(3) Các biện pháp đảm bảo tính đồng nhất về kết cấu
Kiểm soát kích thước hạt: Kiểm soát phần thể tích tái kết tinh động thông qua tham số Z (Z=ε·exp(Q/RT)) và giữ giá trị Z trong khoảng 10-15 để thu được các hạt cân bằng đồng nhất
Tối ưu hóa kết cấu: Sử dụng quy trình cán chéo (xoay tấm 45° mỗi lượt), kết hợp với công nghệ cán không đồng bộ (chênh lệch tốc độ đường truyền giữa con lăn trên và con lăn dưới là 10-15%), để làm suy yếu kết cấu bề mặt đế một cách hiệu quả
Kiểm soát ứng suất dư: Thông qua quá trình cán xen kẽ ứng suất kéo-nén, kết hợp với xử lý giảm ứng suất trong quá trình ủ kiểm soát ứng suất dư trong phạm vi ±20MPa
Quá trình cán tấm titan đòi hỏi phải thiết lập mạng lưới kiểm soát chất lượng toàn bộ quy trình. Thường Châu Bokang đã thông qua chứng nhận hệ thống ISO9001/ISO13485 và xây dựng hệ thống kiểm soát chất lượng ba cấp độ "kiểm tra nguyên liệu thô-giám sát quy trình-kiểm tra thành phẩm":
Phát hiện trực tuyến: được trang bị máy đo hình dạng tấm, máy đo độ dày, máy dò bề mặt, để đạt được kiểm soát trực tuyến về dung sai độ dày ± 0,02mm và dung sai hình dạng tấm ± 8I
Phát hiện tổ chức: Công nghệ EBSD được sử dụng để phân tích định hướng hạt đảm bảo kích thước hạt ASTM Grade 8 có tỷ lệ mịn ≥90%
Xác minh hiệu suất: Các tính chất cơ học được xác minh bằng thử nghiệm độ bền kéo, thử nghiệm va đập và thử nghiệm ăn mòn. Độ bền kéo của tấm titan cấp y tế là ≥850MPa và độ giãn dài ≥18%, đáp ứng tiêu chuẩn ASTM F136
Kiểm tra không phá hủy: Công nghệ mảng siêu âm được sử dụng để phát hiện các khuyết tật bên trong để đảm bảo tỷ lệ phát hiện khuyết tật 100%
Hiện nay, công nghệ cán tấm titan đang có 3 xu hướng phát triển chính:
Cán thông minh: Một mô hình cán ảo được thiết lập thông qua công nghệ song sinh kỹ thuật số để đạt được sự tối ưu hóa trực tuyến các thông số quy trình;
Công nghệ tạo hình gần lưới: Phát triển công nghệ cán liên tục tấm titan siêu mỏng để đạt được sản xuất liên tục các tấm siêu mỏng 0,016 inch;
Công nghệ sản xuất xanh: Công nghệ cán nhựa điện (EPR) được sử dụng để giảm nhiệt độ cán từ 30-50°C và giảm tiêu thụ năng lượng.
 Hỏi chúng tôi
Hỏi chúng tôi
 Ngôn ngữ
Ngôn ngữ