+86 181 5121 5020
[email protected]
 Hỏi chúng tôi
Hỏi chúng tôi
 Ngôn ngữ
Hỏi chúng tôi Ngôn ngữ
Ngôn ngữ
Hỏi chúng tôi Ngôn ngữ
Bản quyền © 2024 Công ty TNHH Công nghệ Vật liệu Đặc biệt Thường Châu Bokang All Quyền được bảo lưu.
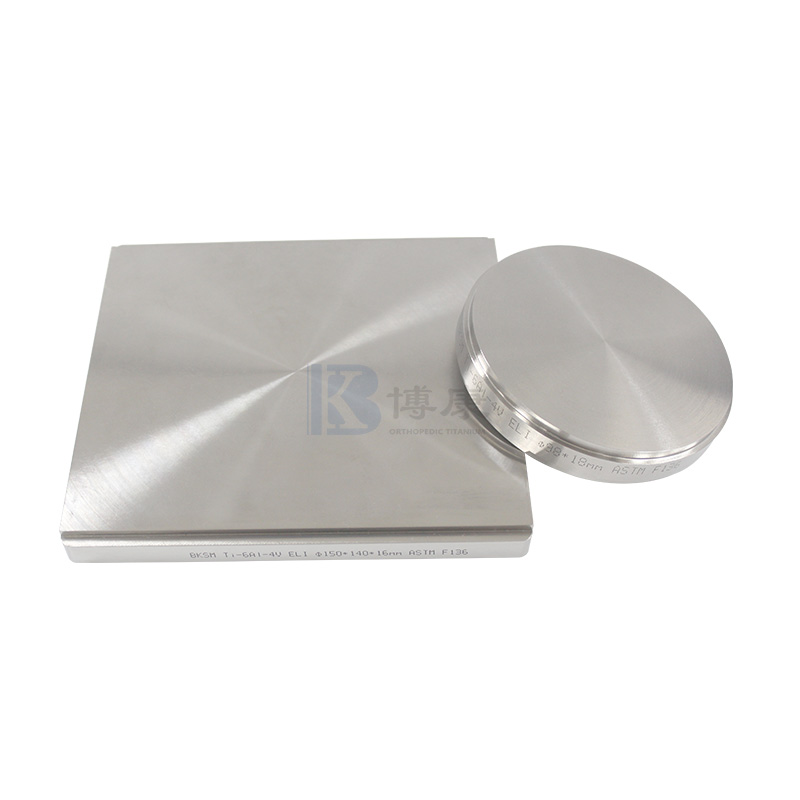
Các nhà sản xuất thanh titan nguyên chất tròn tùy chỉnh Quyền riêng tư