

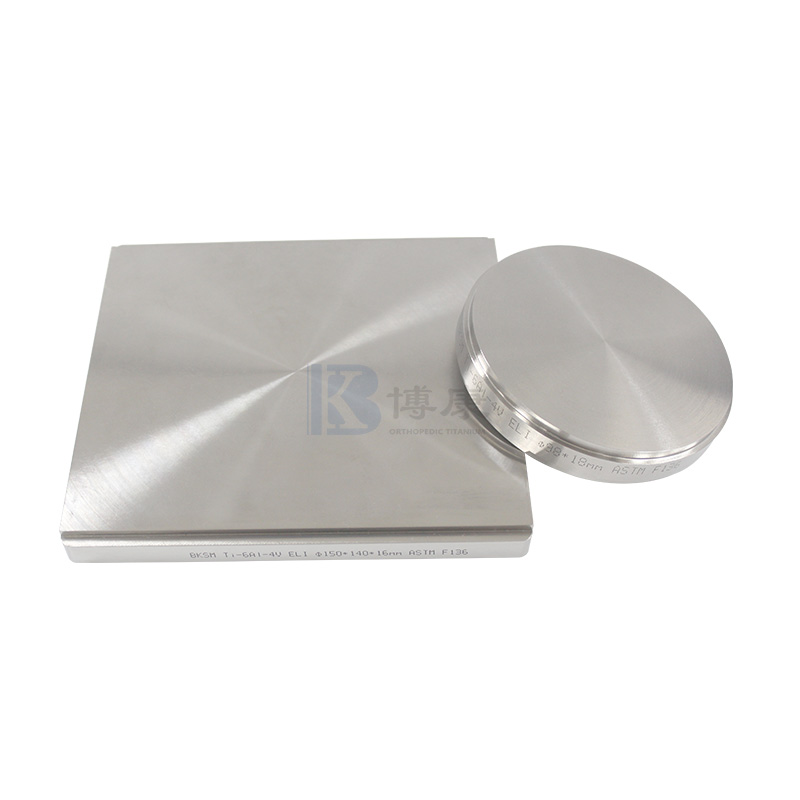







Trang chủ / Tin tức / Tin tức ngành / Hướng dẫn về Thanh tròn Titan: Cấp độ, Thông số kỹ thuật & Tìm nguồn cung ứng tại Nhà máy 2026
+86 181 5121 5020
[email protected]
 Hỏi chúng tôi
Hỏi chúng tôi
 Ngôn ngữ
Ngôn ngữ






